Usinage avec MeshCAM
Processus pour l'usinage d'une pièce en 3d
- Création d’un modèle 3d : le Fabbulle utilise couramment des logiciels de modélisation 3d tels que Autodesk Fusion 360 ou Tinkercad. Il est possible d’utiliser n’importe quel logiciel de modélisation 3d tant qu’il peut exporter en format .stl.
- Création du Gcode : une fois le modèle 3d fait, il faut faire des instructions pour dire à la fraiseuse par où passer, à quelle vitesse avancer, quels outils utiliser… Le GCode peut être produit avec Fusion 360 ou MeshCAM. Les instructions ci-dessous concernent MeshCAM.
- Lancement de l’usinage : le logiciel CarbideMotion permet de faire le zéro de la fraiseuse et de lancer / arrêter le processus d’usinage. C’est ce logiciel qui opère directement avec la CNC et lui envoie le GCode produit précédemment.
Hula-hup! MeshCAM...
Attention! Dans MeshCAM, le décimales doivent être marquées par des points plutôt que des virgules.
- 1- Lancez MeshCAM et ouvrez votre document
File > Openet sélectionnez votre fichier stl
- 2- Choisissez le type de travail : usinage 3 axes, usinage des deux côtés, usinage 4 axes
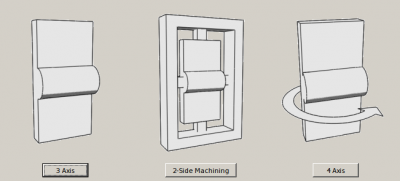
- Choisissez
3 Axis

Déplacez-vous dans l'espace!
Voici comment déplacer votre modèle dans l'espace 3d. Attention! C'est seulement votre point de vue qui change et non le modèle qui tourne. Ça ne peut donc pas servir à positionner le modèle dans l'espace :
- Zoom avant ou arrière : avec la roulette de la souris
- Pivoter librement autour du modèle : bouton gauche de la souris
- Déplacer sa position sans rotation : bouton droit de la souris
- Rotation (sans pivoter) : flèches gauche ou droite du clavier
- Rotation sur l'axe x : flèches haut ou bas du clavier
- Pour retourner à la vue originale :
Menu View > View above
Positionnez votre modèle 3d
Votre modèle doit être dans la même orientation dans MeshCAM que l'orientation que vous souhaitez qu'il ait durant l'usinage. Dans l'exemple ci-dessous, le matériau à usiner est représenté en rouge alors que l'usinage projeté est représenté en transparence. L'erreur d'orientation fait que le matériau ne sera pas usiné convenablement. C'est aussi ce qui se passe lorsqu'une impression «portrait» est lancée sur une imprimante configurée pour imprimer en «paysage».

- 1- Gardez à l'esprit que les axes de la Shapeoko sont positionnés comme suit

- Quand viendra le temps de faire le zéro sur la fraiseuse, nous vous recommandons de positionner le zéro en bas à gauche (de façon à usiner dans le Quadrant I)
- 2- Faites pivoter le modèle dans pour le mettre dans la même orientation que sur le plateau de la fraiseuse. Malheureusement il n'est pas possible de prévisualiser sans cliquer sur
OK. Vous devrez donc procéder par tâtonnements en faisant des rotations de 90° et en visualisant le résultat à chaque rotation.

Menu Geometry > Rotate Geometry
- 3- Cliquez sur le bouton
Program Zero

- 4- Dans la fenêtre d'invite
Z Position: est la position de l'axe Z. Il doit être positionné sur le dessus (Top of stock)XY Position: c'est là qu'est le défi! Vous devez positionner les axes pour que l'orientation de votre modèle et de votre matériau concordent. Il doit être positionné sur le dessus (Top of stock)Set to Geometry Zero: positionne l'origine dans MeshCAM à l'identique de l'origine du modèle 3d.
- 5- Mal de tête? Notez que vous pouvez aussi modifier l'origine d'un modèle 3d dans un logiciel de modélisation 3d. Ce peut-être plus facile.
- Dans ce cas, vous pourrez cliquer sur
Set to Geometry Zeroet l'origine dans MeshCAM sera positionnée à l'identique de l'origine de votre modèle. 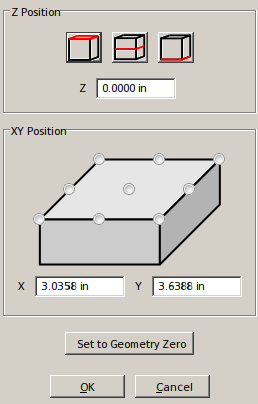
- Dans ce cas, vous pourrez cliquer sur

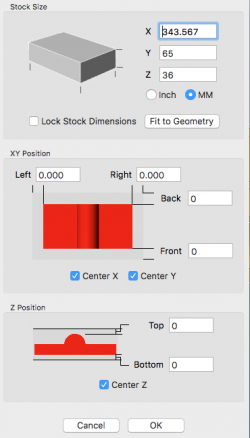
Indiquez les dimensions du matériau brut
Il s'agit d'indiquer au logiciel les dimensions du matériau dans lequel vous allez usiner.
Menu CAM > Define Stock

Trajectoire d'outil: dégrossissage
Le dégrossissage est l'enlèvement de matériau dont l'objectif est la rapidité. Une seconde passe sera faite ensuite pour obtenir un plus beau fini.
- 1- Créez une trajectoire d'outil (toolpath)
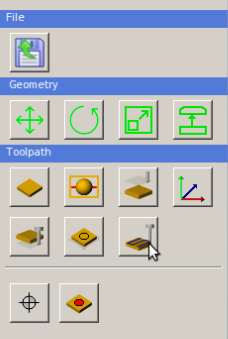
- Menu à droite :
Generate toolpath

- 2- L’invite de réglage de la trajectoire outil apparaîtra (Toolpath Parameters). Cette fenêtre est divisée en trois sections : paramètres globaux (global), paramètres de dégrossissage (roughing) et paramètres de finition (finishing).
- Paramètres globaux : les paramètres spécifiés ici seront utilisés par toutes les trajectoires.
Toleranceentrez : 0.025 mm (0.001 in)- Sélectionnez
Machine whole stockdans le menu déroulant - L’option
Machine geometryvous permettrait de laisser du matériau tout autour (pour sabler ultérieurement par exemple) en entrant une valeur dansMachining Margin - Ne cochez pas l’option
Enable Arc Fitting

- 3- Section dégrossissage (Roughing)
- Cochez
Enable Roughing Pass - Choisissez un outil en cliquant
Select tool. Les outils du Fabbulle sont listés dans le tableau de l'outillage. - En ce qui concerne les paramètres suivants
Depth per Pass (profondeur de passe), Stepover (chevauchement), Feedrate (vitesse d'avance), et Plunge Rate (vitesse de plongée)vous trouverez des définitions ici. - Cochez
Use 3d RoughingetUse Parallel Path
- Cochez

Trajectoire d'outil : finition
La finition, comme son nom l'indique consiste à usiner la pièce pour lui donner ses dimensions finales et le fini de surface désiré.
- 1- Section finition (Finish)
- Cochez
Enable Finish Pass - Cochez
Cut Along X - Décochez
Waterline - Cochez
Cut Along X 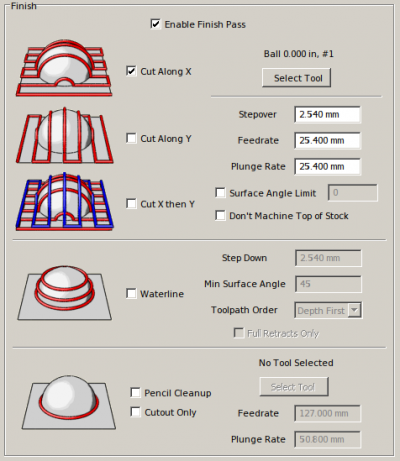
- Sortez ensuite de la fenêtre d'édition des trajectoires...
- Une fenêtre nommée
Accept Toolpathapparaîtra, - L'ordinateur doit faire beaucoup de calculs, soyez patients puis passez au paragraphe suivant!
- Cochez

Visualisez le résultat
Votre tâche est presque terminée. Maintenant vous trépignez d'impatience et voulez commencer l'usinage? Réfrénez vos ardeurs! C'est la pire chose à faire! Une visualisation vous évitera de perdre du temps et de gaspiller des matériaux...
- 1- Notez que de lignes rouges vertes et bleues entourent maintenant votre modèle 3d. Il s'agit des trajectoires de vos outils. Maintenant vous devez étudier la visualisation et déterminer si le résultat projeté est conforme à vos désirs les plus secrets.
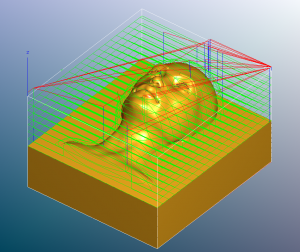
- Lignes rouges : représentent les déplacements de l'outil qui sont faits sans usiner le matériau (la fraise se promène alors dans le vide!)
- Lignes bleues : représentent les «plongées» de l'outil dans le matériau : le déplacement est uniquement vertical
- Lignes vertes : représentent les trajectoires d'usinage

- 2- La fenêtre
Accept Toolpathvous offre plusieurs options de visualisation.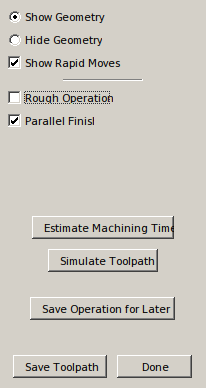
Show Geometry et Hide Geometry: affiche ou masque votre modèle 3d. Pratique pour aider à visualiser le résultat final sans le biais du modèle original.Show Rapid Moves: affiche les déplacements de l'outil faits sans usiner le matériau (lignes rouges).Rough Operation: montre les trajectoires de la phase de dégrossissageParallel Finish: montre les trajectoires de la phase de finition.- Pour limiter la confusion dans toutes les trajectoires affichées, décochez <Rough Operation lorsque
Parallel Finishest coché et vice-versa. Estimate Machining Time: donne un aperçu du temps d'usinageSimulate Toolpath: donne un aperçu du résultat final.Save Operation for Later: vous permet optionnellement de sauvegarder une trajectoire pour plus tard.

- 3- Les questions que vous DEVEZ vous poser!
- Est-ce que tous les détails à usiner sont présents?
- Est-ce que les détails fins sont reproduits avec suffisamment de précision?
- Est-ce que l'outil, pendant ses déplacements, passera par un endroit où il ne doit pas aller (risque de collision)?
- Est-ce que le temps d'usinage estimé semble probable? Un temps trop court peut-être symptôme de mauvais réglages. Un temps trop long peut... (avez vous apporté un lunch et votre sac de couchage?)!

- 4- Miracle! Tout est ok!
- Cochez uniquement
Rough OperationouParallel Finishet cliquez surSave Toolpath - Dans le menu déroulant, sélectionnez le type de fichier qui sera exporté :
Carbide3D-MM(*.nc)ouCarbide3D-Inch(*.nc) - Donnez un nom intelligent à votre projet et enregistrez-le. Notez que CNC, Usinage, Shapeoko, Carbide3d ou Fablab ne sont pas des noms intelligents!
- Le fichier résultant sera ce que vous lancerez dans Carbide Motion. Cliquez ici pour des instructions.
- Cochez uniquement
Quelque chose ne marche pas (on s'en doutait!)
- 1- Temps trop court ou trop long
- Vérifiez les vitesses d'avance, la profondeur de passe et la vitesse de plongée. (aide-mémoire) Fréquemment il s'agit d'erreurs d'unités entre MM et in.
- Pour aller plus vite, choisissez un outil plus gros.
- Attention aux vitesses trop lentes : les outils s'usent plus vite et le fini de surface est plus moche.
- 2- Il manque des détails ou le fini de surface est laid
- Notez qu'il n'est pas possible de faire des détails plus fins que le diamètre de la fraise utilisée (postulez pour un Prix Nobel si jamais vous réussissez à percer un trou de 10 mm avec un outil de 20 mm).
- Changez l'outil utilisé pour la finition pour quelque chose de plus fin
- Une fraise à bout sphérique, de part sa nature, engendrera une rugosité. Diminuez la valeur de chevauchement (aide-mémoire), ça aura un impact sur la durée de l'usinage ou changez d'outil.
- Inversement, une fraise à bout sphérique peut faire des détails plus fins qu'une fraise cylindrique du même diamètre parce qu'une partie de son diamètre est progressif. Petits coquins : vous venez de trouver une façon de percer un trou de 10 mm avec un outil de 20 mm (il suffit que le matériau soit suffisamment mince)!