Ultimaker Cura
(Redirigé depuis Tranchage FDM)
Lâimpression FDM sâapparentant à un pistolet à colle chaude déplacé automatiquement, lâordinateur doit définir le trajet que devra suivre la buse pour déposer couche par couche le plastique en fusion. Câest la fonction des logiciels de tranchage plus connus sous le nom de slicers que de transformer un modèle 3d en parcours utilisable par lâimprimante 3d.
à des fins d'illustrations, ce tutoriel utilise le modèle 3d «Tux_the_Linux_Penguin»; CC-BY-NC Steve Trambert
Pour commencer : des validations!
- Assurez-vous que ce soit l'imprimante que vous souhaitez utiliser qui soit sélectionnée. Son nom est inscrit juste à côté de l'icône «dossier», dans cet exemple l'imprimante est une Ultimaker 2 Extended+.
- Indiquez le diamètre de la buse et le type de matériau dans le champ juste à côté. Dans 90% des cas,le matériau doit être Generic PLA et la buse 0,4 mm.
Ouverture de votre fichier
- Faut pas un bac!
Fichier > Ouvrir le(s) fichier(s)...ou cliquez sur l'icône «dossier». 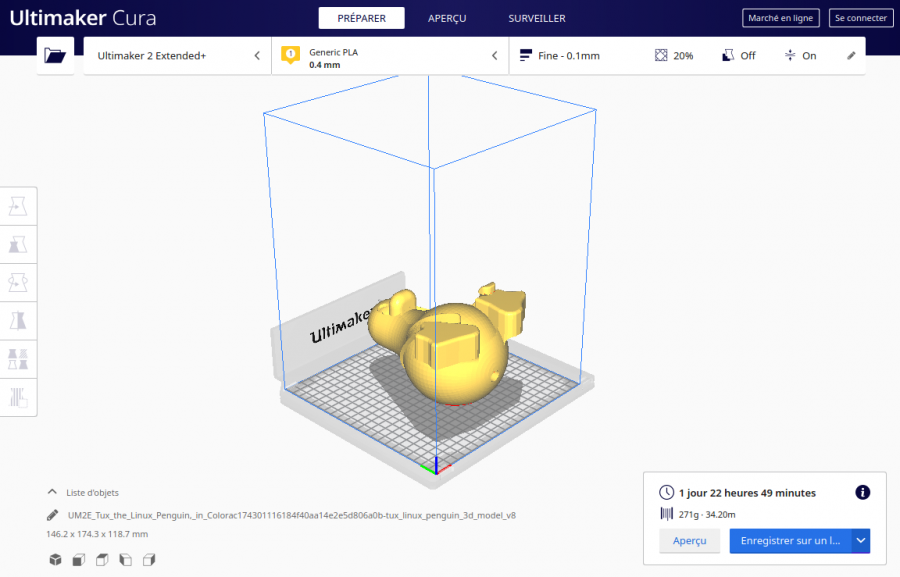
- Le grand cube bleu représente le volume imprimable de l'imprimante choisie. Le panneau à la gauche de la fenêtre contient des outils permettant de modifier l'échelle d'une pièce, de la déplacer, de la faire tourner...
- Faites pivoter l'objet pour qu'il soit dans un orientation «favorable». Qu'est-ce que c'est une orientation «favorable» direz-vous? Faut parler des supports!
- La vie n'est pas comme Minecraft : un cube placé dans les airs retombe (c'est triste).
- Si le modèle 3d ci-dessous devait être imprimé dans la position montrée, des supports devraient être ajoutés sous le porte-à -faux pour empêcher le matériau de tomber.
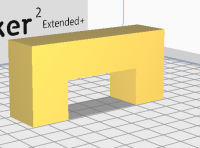
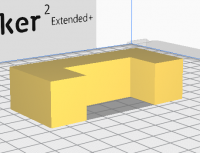
- La solution dans ce cas est de faire pivoter le modèle de façon à éliminer le porte-à -faux. C'est ça une orientation «favorable»!



Faire plusieurs impressions à la fois
- Il est possible de faire plusieurs impressions à la fois. Il suffit de copier le modèle ou d'en positionner un autre dans un espace libre sur le plateau.
- Attention! Même s'il peut sembler optimal de mettre le plus de pièces possible sur le plateau il est préférable de limiter le nombre de pièces imprimées en même temps. Plus il y a de pièces sur le plateau, plus il y a de chances pour qu'une des impressions faillisse. Il peut arriver que l'échec d'une impression (problème d'adhésion par exemple) engendre l'échec de toutes les autres pièces. Ce qui semble être un gain pourrait facilement s'avérer être une grosse perte de temps.
Accès aux paramètres avancés
- Cliquez sur l'icône en forme de crayon située dans le coin supérieur droit de l'interface. Le menu des paramètres d'impression avancés est alors affiché.
- Les paramètres par défaut donnent des résultats généralement satisfaisants mais une attention particulière devra être portée aux paramètres ci-dessous.
Les paramètres
- à priori, lâopération de trancher un modèle 3D peut sembler simple, en réalité câest la partie la plus compliquée de lâimpression 3d et celle qui a le plus dâimpacts sur la qualité de lâobjet imprimé.Le nombre de paramètres impliqués peut faire peur. Heureusement il est possible de se contenter des réglages par défaut pour la plupart des cas. Survolons les paramètres qui sont les plus importants :
Hauteur de couche
- Comme son nom lâindique câest tout simplement la hauteur de chaque couche. Plus la hauteur de couche est mince plus lâimpression pourra être détaillée et plus l'impression sera longue à réaliser.
- Une épaisseur de 0,1 mm est généralement le réglage le plus fin, 0,2 est plus grossière... 0,15 mm est un bon rapport qualité-temps.
Ãpaisseur de paroi et remplissage
- Souvent il est inutile que lâintérieur dâun objet soit entièrement rempli de plastique. On indiquera simplement au logiciel la densité désirée pour le remplissage; 100% étant un objet plein. Un taux de remplissage plus faible aura pour résultat une impression plus rapide et plus économique mais aussi plus fragile. Généralement un remplissage de 20% fait le travail. Aller au dessus de 30% est très rarement nécessaire.
- Les logiciels de tranchage permettent de spécifier lâépaisseur désirée pour les parois extérieures. Là encore, lâusager devra faire un compromis entre coût, solidité et rapidité dâimpression. 1 à 2 mm sont des valeurs communes.
Vitesse dâimpression
- Plus la buse se déplace rapidement, plus lâimpression est rapide mais la qualité pourrait sâen ressentir. 60 mm/s en vitesse d'impression et 120 mm/s en vitesse de déplacement sont des valeurs acceptables pour une Ultimaker. Siméon, notre clone de Prusa, ne pourra pas atteindre cette vitesse, on se contentera plutôt de 30 mm/s.
Les supports
- On y revient! Le filament en fusion doit être retenu par la couche du dessous. Ãa pose problème pour l'impression des pièces en porte-à -faux et parfois il n'y a pas moyen d'orienter convenablement le modèle. Une solution s'impose : une structure est imprimée et servira à soutenir le porte-à -faux. Une fois lâimpression terminée, les supports sont enlevés manuellement. Malheureusement, les faces supportées ont un fini plus irrégulier et le retrait des supports laisse des défauts. Pire! Dans certaines situations, il nâest pas possible de retirer les supports une fois lâimpression terminée. Pensons à une sphère quâon voudrait creuse, comment aller retirer ce quâil y a à lâintérieur? Inversement, certains types de porte-à -faux ne nécessitent pas de supports. Il sâagit souvent de pièces en forme de voûte ou dont lâangle dâinclinaison nâest pas trop prononcé. Ainsi, la Tour de Pise pourrait être imprimée en 3D sans supports!
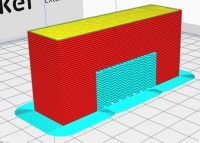
- Dans l'image ci-dessus, les supports sont affichés en turquoise.

- Les supports sont ajoutés automatiquement par le logiciel. Cochez
Générer les supports

- Plus d'infos sur les différents paramètres sont disponibles ici : http://doc.3dmodularsystems.com/premiers-pas-dans-cura/
Optimisation du temps d'impression
- Presque tous les paramètres ont un impact sur le temps requis pour une impression. Un changement infime peut avoir un gros impact sur la durée. Ãa vaut donc la peine de tester différents réglages pour voir lequel donnera la qualité souhaitée dans des délais acceptables.
Volume de filament utilisé
- Cura vous donnera quelques informations concernant votre projet :
- Le temps requis pour l'impression. Il est possible d'affiner les paramètres pour améliorer la durée d'une impression...
- Le poids et la longueur de filament qui sera utilisé. Au Fabbulle, les impressions sont chargées au mètre de filament. Notez la longueur de filament qui sera utilisée et indiquez-le à au responsable en place.

Enregistrement du GCode
- Une fois le tranchage fait, le logiciel exporte un fichier GCode prêt à être utilisé par lâimprimante 3D. Le langage GCode est utilisé pour piloter la plupart des machines à commandes numériques. Il sâagit dâun langage ancien basé sur les coordonnées cartésiennes où doit se positionner lâoutil. Une fraiseuse à commande numérique utilise elle aussi un fichier GCode, malheureusement aucune de ces machines sont intercompatibles.
- Les imprimantes 3d doivent recevoir les fichiers sur des cartes SD.
- En bas à gauche, cliquez sur
Enregistrer sur un lecteur amovibleet donnez un nom intelligent à votre fichier (ne nommez pas votre fichier «fablab, imprimante3d, truc ou patente»!) - Vous pouvez ensuite éjecter la carte SD
à vos marques, prêts? Imprimez!
- Passez à la page concernant l'impression selon l'imprimante choisie : Ultimaker 2 Extended+ (Tom et Frank) ou clone de Prusa (Siméon)
Des instructions sont ici : Wikifab Le site Ali3d explique les paramètres les plus importants pour réussir son impression 3d : Cette vidéo est aussi une bonne introduction